

Jednoduchý proces výroby oceľových guľôčok
Tvarovanie guľôčkových polotovarov → odstránenie krúžkov → hrubé brúsenie → mäkké brúsenie → tvarovanie guľôčkových polotovarov → hladká gulička (alebo pilovanie → mäkké brúsenie) → tvrdé brúsenie → jemné brúsenie → presné brúsenie (alebo leštenie) → ultra presné brúsenie.
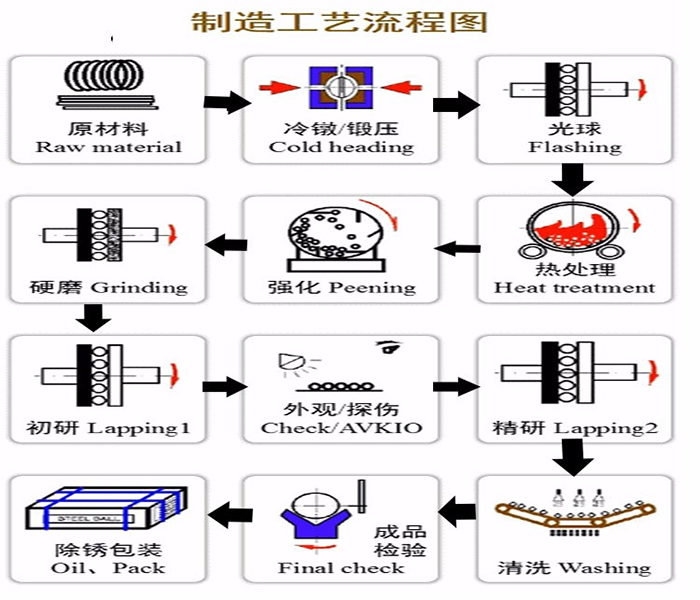
Podrobný proces výroby oceľových guľôčok
1. Ťahanie drôtu: Natiahnite drôt na požadovaný priemer pomocou stroja na ťahanie drôtu;
2. Za studena (kovanie): Umiestnite vytiahnutý drôt do stroja s oceľovými guľôčkami za studena a použite oceľovú matricu vo vnútri stroja na jeho vykovanie do guľového polotovaru;
3. Svetelná guľa: Dve kruhové platne z liatinovej brúsnej gule vo vnútri stroja na svetelnú guľu stlačte a vypilujte embryo so studenou hlavičkou, aby sa odstránil vonkajší krúžok a dva póly na embryu;
4. Mäkká guľa: Dve liatinové brúsne guľové kruhové platne vo vnútri stroja na mäkké guľôčky pilujú zárodok ľahkej gule, aby sa rozdrvil na požadovaný priemer gule a drsnosť povrchu;
5. Tepelné spracovanie: Vložte guľôčku do pece na tepelné spracovanie, nauhličujte ju, ochladzujte a temperujte, aby sa získala určitá nauhličovacia vrstva, tvrdosť, húževnatosť a drviaca záťaž;
6. Tvrdé brúsenie: Kotúč brúsneho kotúča vo vnútri brúsky natlakuje a brúsi tepelne spracovaný polotovar gule, aby sa odstránila vrstva čierneho oxidu na povrchu gule a opravila sa presnosť gule;
7. Čistenie presného brúsenia/leštenia: Presné brúsenie: Brúsenie zárodku brúsnej gule v presnej brúske na dosiahnutie požadovanej presnosti a hladkosti hotového výrobku;
Leštenie a čistenie: Nalejte guľu do leštiaceho bubna a otáčajte ňou, potom vyčistite guľový povrch leštiacim čistiacim prostriedkom a vodou, aby bol čistý a lesklý;
8. Výber vzhľadu: Pomocou manuálnej vizuálnej kontroly skontrolujte prípadné chyby na povrchu oceľovej guľôčky a pomocou mikrometra zmerajte skutočnú kruhovitosť, variáciu priemeru šarže a použite merač drsnosti povrchu na zistenie drsnosti povrchu ako konečnú kontrolu;
9. Balenie: Oceľové guľôčky/nerezové guľôčky/ložiskové oceľové guľôčky natrite antikoróznym olejom a zabaľte ich do kartónových krabíc alebo tkaných vriec.
S rozvojom technológie sa dopyt po veľkých ťažkých ložiskách v priemysle výroby zariadení ďalej zvýšil z hľadiska kvantity a kvality a zodpovedajúcim spôsobom je potrebné zvýšiť aj požiadavky na množstvo a kvalitu podopretia veľkých ložiskových oceľových guľôčok. Zmena priemeru šarže oceľových guľôčok by mala byť malá, drsnosť povrchu oceľovej gule by mala byť malá, presnosť by mala byť vysoká a rozdiel medzi tvrdosťou jadra a tvrdosťou povrchu oceľovej gule by mal byť malý. Priemer veľkých ložiskových oceľových guľôčok teraz dosiahol 150-200 mm.
Výrobný proces veľkých ložiskových oceľových guľôčok sa líši od bežných špecifikácií. Uskutočňuje sa nasledujúce porovnanie:
1. Výrobný proces veľkých ložiskových oceľových guľôčok:
Rezanie - Kovanie - Žíhanie - Sústruženie Spracovanie - Tepelné spracovanie - Brúsenie natvrdo - Počiatočný výskum - Presný výskum;
2. Proces výroby oceľových guľôčok bežnej špecifikácie:
Ťahanie drôtu - Za studena - Svetlá guľa - Mäkká guľa - Tepelné spracovanie - Tvrdé brúsenie - Jemné brúsenie;
Výrobný proces dovážaných ložiskových oceľových guľôčok
1) Výrobné zariadenie využívajúce dovážané ložiskové oceľové guľôčky
2) Najprv posuňte hydraulický valec, aby ste posunuli brúsnu dosku, až kým nebude možné umiestniť ložiskovú oceľovú guľu medzi dve brúsne dosky.
3) Nainštalujte guľový výstup a udržujte ho vo voľnom stave. Otočte vreteno, aby ste vyplnili priestor medzi dvoma brúsnymi doskami oceľovými guľôčkami a nastavte výstup guľôčky na
Lopatka na zber guľôčok je pevne pripevnená ku čelnej ploche brúsneho taniera (alebo brúsneho kotúča) a pripevnená k výstupu guľôčky. V tomto bode je vhodné vyvinúť tlak na dve brúsne dosky, aby sa guľôčka z chrómovej ocele otáčala.
4) Zatvorte ochranný kryt, spustite vodné čerpadlo, spustite zásobník na materiál a spustite hlavný hriadeľ.
5) Podľa procesných zvyklostí každej továrne upravte rýchlosť vretena a podnosu na materiál a upravte množstvo guľôčok, aby ste zabezpečili, že oceľové guľôčky v každej drážke vodiacej dosky budú rovnomerne rozložené.
Rovnomerne rozložené a neprekrývajúce sa.
6) Nastavte tlak brúsenia, otočte tlakový spínač na ovládacom paneli do otvorenej polohy, nastavte ventil zvyšujúci tlak na paneli hydraulickej stanice a zdvihnite ho.
Špecifikujte tlak a zaistite ho v každej továrni a venujte pozornosť hydraulickému systému, aby sa udržal tlak počas spúšťania.
7) Za normálnych pracovných podmienok je potrebné pravidelne sledovať prevádzkový stav, tlak a bezproblémový vstup a výstup hostiteľa.
8) Keď oceľová guľa dosiahne špecifikovanú veľkosť a kvalitu povrchu, najskôr znížte pracovný tlak a potom stlačte tlačidlo hlavného zastavenia.
9) Pripravte nádobu na odstránenie ložiskovej oceľovej guľôčky.